裂解C5加氢催化剂性能研究
2019-10-23 09:18:34夏大寒吴阳春金建涛张先茂王国兴
山东化工 2019年19期
夏大寒,王 泽,吴阳春,金建涛,张先茂,王国兴
(武汉科林精细化工有限公司,湖北 武汉 430223)
随着各地大乙烯装置的建成投产,预计2020年中国大陆乙烯产能将达到约2500万t/a,石脑油等原料裂解制乙烯过程中可产生C5馏分的副产物,为乙烯生产能力的10%~20%,可利用C5资源将达到250~500万t/a。C5馏分烯烃含量较高,直接做裂解原料收率低,而且容易导致炉管结焦影响裂解炉运行周期。裂解C5馏分经过两段加氢后,将C5馏分中的烯烃不饱和键加氢为烷烃,一段采用Ni系或Pb系催化剂饱和二烯烃,二段采用CoMoNi系催化剂使烯烃完全饱和,加氢后的饱和C5馏分与石脑油混合进行裂解,可以提高原料的利用率和乙烯收率,降低生产成本。同时加氢后C5馏分还可以分离制得戊烷系列发泡剂。
1 实验部分
1.1 实验催化剂及原料
本实验所用催化剂为武汉科林精细化工有限公司的W214系列裂解C5加氢催化剂, C5 原料来自河南濮阳联众实业公司,沸程范围30~62℃,密度640 kg/m3,外观为淡黄色透明液体,总硫9.6 μg/g,双烯烃含量26.2%,单烯烃含量42.1%。
1.2 加氢工艺流程

图1 C5加氢工艺流程图Fig.1 Process flow diagram of cracking C5 hydrogenation
实验室评价装置:反应器长1.2 m,内径25 mm,内装100 mL催化剂。评价流程如图1所示,原料油经饱和烷烃稀释和氢气经计算机控制并计量,在预热段混合并预热。进入一段加氢反应器,双烯烃和部分单烯烃加氢饱和,然后进入二段加氢反应器饱和全部烯烃、脱除硫。反应产物经冷凝分离后,氢气经计量回收循环利用,液体进入产品罐。分析加氢产品,研究不同工艺条件对加氢反应的影响。
2 结果与讨论
2.1 一段加氢效果影响研究
2.1.1 温度的影响

图2 反应温度对一段加氢的影响Fig.2 Effect of temperature on the catalytic properties
一段加氢主要是将C5中易结焦的双烯烃转化为单烯,随着反应温度的升高,烯烃饱和的速率加快,但同时会加速烯烃聚合的副反应,导致催化剂表面结焦,影响催化剂的使用寿命,因此一段加氢应选择合适的反应温度。在压力2.1 MPa、稀释比1∶6、新鲜料空速1.0 h-1、氢油体积比200的条件下,进行反应温度对一段加氢反应影响的研究。结果如图2所示,随着反应温度的提高,反应产物中的双烯烃含量随之快速降低;当反应温度70℃时,一段加氢产物中的二烯烃含量已经降到0.05%以下,达到指标要求。综合考虑上述因素,一段加氢的温度应选择70~100℃。
2.1.2 进料稀释比的影响
原料本身烯烃含量较高,加氢反应是强放热反应,如果直接进料将导致飞温,加氢反应失控,因此C5原料经饱和烷烃稀释后进料,应选择合适的稀释比。在压力2.1 MPa、新鲜料空速1.0 h-1、氢油体积比200的条件下,研究不同进料稀释比对一段加氢反应的影响。结果如表1所示,体积稀释比1∶4时,一段加氢反应温度超过100℃。考虑一段加氢反应温度控制在70~100℃之间的要求,一段加氢反应的稀释比应在1∶6~1∶8之间选择。
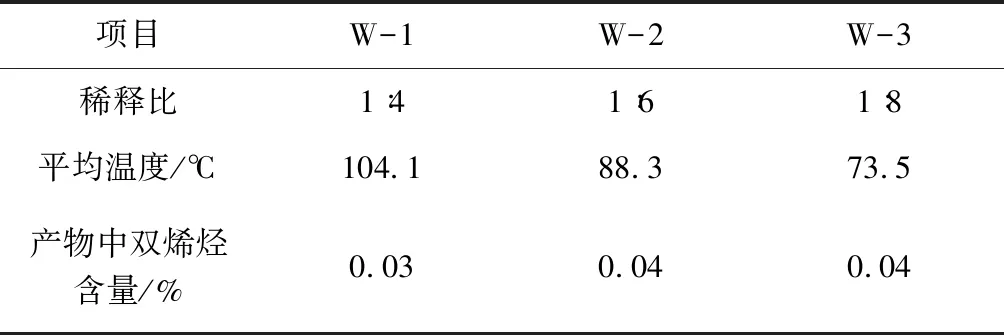
表1 进料稀释比对一段加氢的影响
2.1.3 空速的影响

图3 空速对一段加氢的影响Fig.3 Effect of air speed on the catalytic properties
在压力2.1 MPa、稀释比1∶6、反应温度90℃、氢油体积比200的条件下,进行了新鲜料空速对一段加氢反应的影响研究。结果如图3所示,随着空速的增加,一段加氢产品的双烯烃含量增加,烯烃的加氢深度降低,加氢效果变差。空速减小,烯烃在催化剂表面的停留时间变长,加氢反应更充分,但是装置的处理能力将变小。在兼顾效益与效率的情况下,因此一段加氢反应的新鲜料空速应选择1.0 h-1。
2.1.4 反应压力的影响
压力增加有利于增大系统中氢气分压,增加了氢气在反应体系中的溶解度和反应深度,同时还可以保护催化剂,减缓催化剂的结焦,降低催化剂的失活速率,有利于加氢反应的进行。在反应温度90℃、新鲜料空速1.0 h-1、稀释比1∶6、氢油体积比200的条件下,进行了压力对一段加氢反应的影响研究。结果如图4所示,随着压力的升高,一段加氢产品的双烯烃含量急剧降低,加氢效果明显;当一段加氢反应压力高于1.6 MPa时,对催化剂的影响减小,反应速度变缓,加氢效果不再明显。因此一段加氢反应的压力为1.6~2.4 MPa较合理。
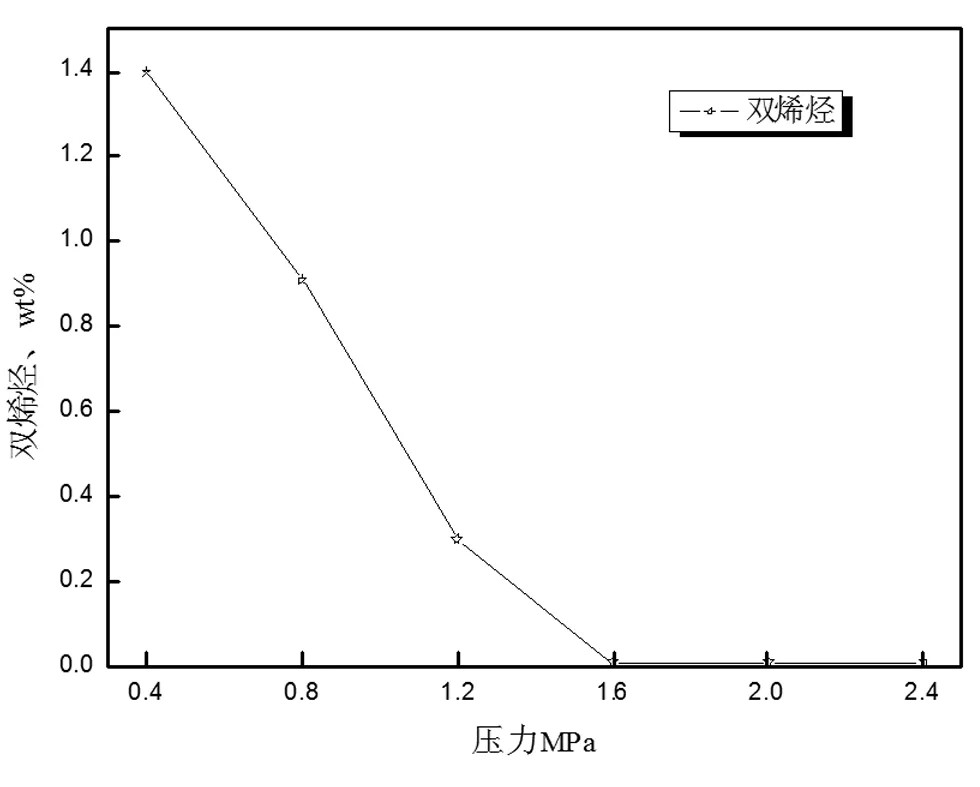
图4 反应压力对一段加氢的影响Fig.4 Effect of pressure on the catalytic properties
2.2 二段加氢的影响
将上述一段加氢产物与二段加氢产物按1∶6比例混合后作为二段加氢原料,考察在压力2.1 MPa、氢油比200∶1、新鲜料空速1.0 h-1、稀释比1∶6的条件下,不同反应温度对产品质量影响,结果见表2。
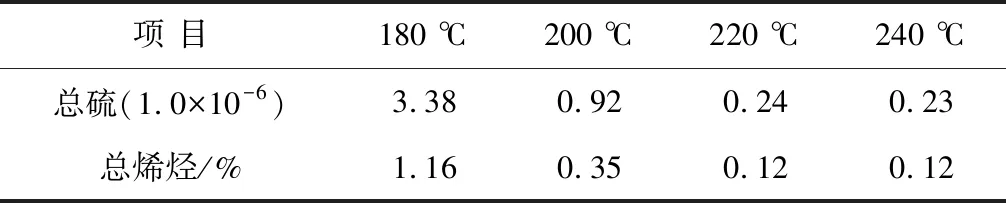
表2 不同温度对产品质量的影响
从表2可以看出当反应温度在220℃时,产品为无色透明,总烯烃0.12%,硫含量降至0.24 μg/g,升高反应温度,产品品质无明显改观,且会加快催化剂积碳,加快催化剂失活,因此二段加氢初期温度选择220℃。
3 W214碳五加氢催化剂的工业应用

表3 W214A、W 214B催化剂工业运行条件
我公司针对C5的双烯烃含量高的特点研发出W214系列C5加氢催化剂,经实验室评价成功后。2014年12月11日,W214A、214B碳五加氢催化剂在河南濮阳联众实业公司10kt/a碳五加氢装置上活化处理后投入工业应用,开车前期完成了催化剂的填装,活化和钝化。工业运行条件见表3。
当新鲜油空速0.6~1.0,氢油比(V)150~300,反应压力1.5~2.5 MPa,反应入口温度30~50℃时,装置开车一次投料成功,10 h后产品合格,84 h后产能提高至设计负荷的110%。工业运行数据见表4。
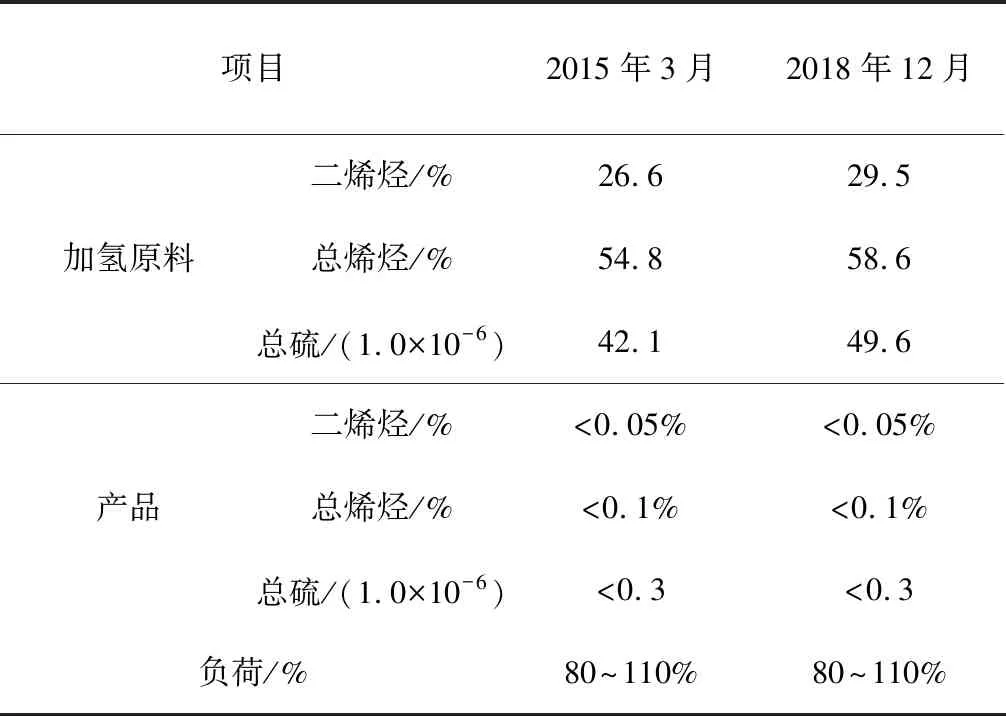
表4 W214A、W 214B催化剂工业运行数据
由表4可知,加氢负荷为80%~110%,加氢产品烯烃<0.1%满足该项技术指标(<0.15%);且在反应温度、氢汽油比等操作条件不变的情况下,提高生产负荷,反应温升没有发生明显改变。在近四个月的运行过程中,反应温度始终保持在较低水平,表明W214A、214B碳五加氢催化剂在正常工况下运行平稳。
4 结论
(1)W214系列催化剂用于裂解C5加氢全加氢试验,在反应压力2.1 MPa、稀释比1∶6、反应温度90℃、体积空速1.0 h-1、氢油体积比200的条件下,催化剂活性比较稳定,能较好的脱除烯烃和硫;能较好的控制反应温度,避免催化剂结焦,适合装置长周期稳定运行。
(2)组合成两段加氢应用于河南濮阳联众实业公司裂解C5加氢催化剂,能较好的适应工艺装置正常工况长周期稳定运行的要求,W214系列催化剂能较好的适用于裂解C5两段全加氢。
猜你喜欢
石油炼制与化工(2022年6期)2022-06-21 11:20:38
航空维修与工程(2022年11期)2022-02-06 06:37:28
工业催化(2020年9期)2020-11-13 08:20:36
储能科学与技术(2019年2期)2019-03-08 09:26:04
中国新技术新产品(2017年3期)2017-03-07 09:02:42
化工管理(2016年33期)2016-12-22 06:51:16
北京航空航天大学学报(2016年6期)2016-11-16 01:50:49
山西化工(2016年6期)2016-04-09 07:17:41
重庆电力高等专科学校学报(2015年4期)2015-12-24 06:01:52
燃气轮机技术(2014年4期)2014-04-16 03:54:03