气力输送控制系统在炉料输送中的应用
2018-05-13 17:10:40黄景
铜业工程 2018年2期
黄 景
(江西铜业铅锌金属有限公司,江西 九江 332500)
1 引言
气力输送是利用空气(或者气体)作为输送动力,在管道中搬运粉粒状固体物料的一种输送方法,仓式泵作为一种常见气力输送装置,由于其结构简单、运转率高、布置灵活、维修方便、对外界环境适应性强等优点,在水泥、冶金、化工、电力等行业的粉状物料输送中得到广泛的应用[1]。目前大多数工厂的气力输送系统由PLC控制,通过触摸屏在现场操作,特殊工况下送料效率低、自控设备故障等问题难以发现,很大程度上影响输送的效率,铅锌公司基夫赛特炉炉料输送系统采用DCS控制系统全过程监视和自动化控制,弥补了PLC控制的不足。
2 仓式泵的结构

图1 上引式流态化仓式泵结构
铅锌公司气力输送控制系统由3套仓式泵组成,3套仓式泵均为上引式流态化仓式泵[2]。所谓上引式,就是进料从仓式泵顶部进,出料从接近顶部出,所谓流态化,就是气源从底部装置多孔流化板进仓,使炉料流态化而有利于炉料的输送,这样改善了输送的条件,降低了输送气源的速度,进而降低了能耗和管道磨损[3]。图1为上引式流态化仓式泵泵体结构。
3 气流输送系统构成
3.1 气流输送系统流程介绍
铅锌公司铅冶炼工序中将干燥筛分后合格的混合炉料采用两套仓式泵输送装置压送至基夫赛特熔炼厂房备料系统的2个上料仓或送φ10m的中间储仓中储存,中间储仓仓底下也设有一套仓式泵输送装置,也可将仓内物料送基夫赛特炉备料系统的上料仓。气流输送系统如图2[5]:

图2 气流输送系统流程
3.2 管道切换阀的设置
因系统中仓泵输送目标仓以及输送管道的不同(见系统流程图),其中2#仓泵既可以向中间储仓输送物料也可向基夫赛特炉目标料仓输送物料(与3#仓泵共用一根输送管道),因此须在管道切换处设置2台气动双插板切换阀(1#切换阀和2#切换阀),通过3只阀门的启闭可实现2#仓泵向2个料仓输送的切换。
另由于2#仓泵与3#仓泵共用一根输送管道,因此须在并管处设置3#、4#管道切换隔离阀(阀门布置应尽量靠近并管三通位置)。避免当2#仓泵工作时,物料返料至并管处与3#仓泵出料阀之间的管道,易形成堵管,影响3#仓泵的运行;或当3#仓泵工作时,物料返料至并管处与2#仓泵出料阀之间的管道,易形成堵管,影响2#仓泵的运行。
4 仓式泵自控设备配置
控制系统主要由ABB DCS上位系统和仓泵就地操作箱组成[4]。每套仓泵就地处均设置就地控制箱,就地箱采用双层门结构(控制箱箱体为304不锈钢材质),可对相应仓泵系统或单个设备进行就地操作;在就地控制箱上留有远方控制接口并设远方/就地切换开关(并留DCS远控接口)。仓泵上称重传感器、压力变送器、各个阀门的状态等信号均通过设置在箱体上的二次仪表或指示灯显示。1#、2#电动给料机设置1面就地操作箱、3#电动给料机设置1面就地操作箱。2面操作箱上均设置启停、正转、反转、远程/就地等操作开关,且每台给料机的操作均须纳入相应的仓泵操作系统中,可由相应的仓泵现场控制箱集中操作。仓式泵自控设备配置图如图3。
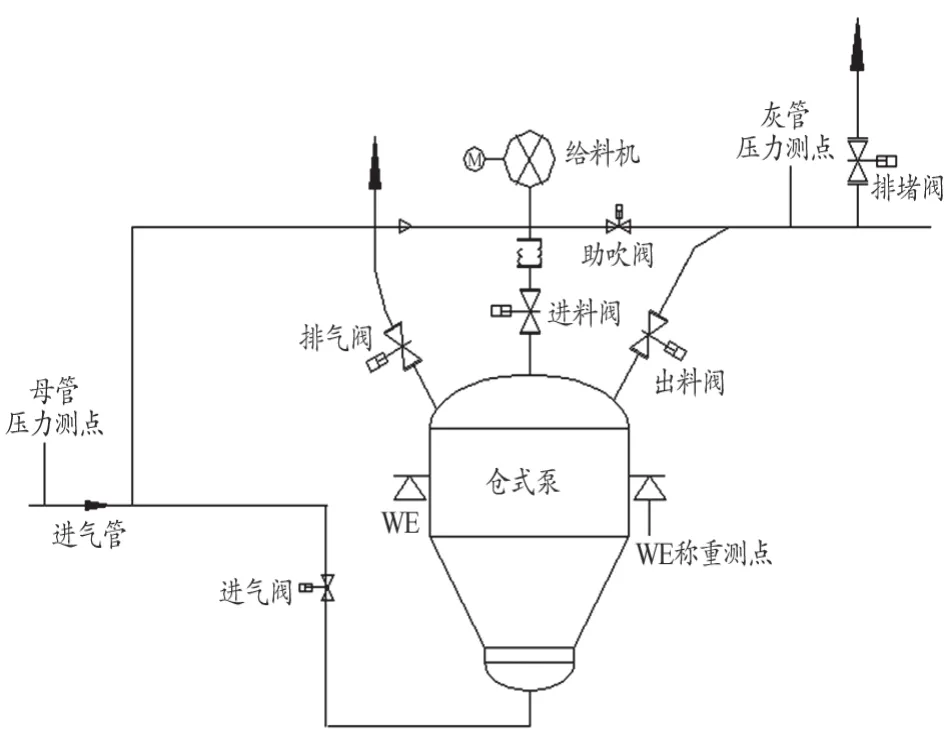
图3 仓式泵自控设备配置
5 控制方案
不考虑切换阀的作用,三台仓式泵自动控制方案是完全相同的,仓式泵自动运行前必须切到远程控制,DCS程序是采用顺控功能块做的控制逻辑。单套仓泵控制方案如表1。
控制方案中,仓重上下限、加料时间、灰管压力下限、助吹阀吹扫时间,都是可以直接在操作画面设定参数。工艺操作人员可以根据不同工况调整和优化控制参数。进料阀开关动作三次的目的是防止阀芯和密封垫之间结矿,影响进料阀的密封效果,正常送料时排堵阀为常闭状态。

表1 仓式泵顺控方案
基夫赛特炉混合料气力输送控制系统的实施,符合工艺要求的顺序控制,系统自动调节3台仓泵组成的输送系统的各种工作状态,测量相关的工艺参数,并根据测量结果,系统对仓泵进行闭环控制。系统设有称重料位、定时料位、手动料位三种料位方式,以称重料位方式为主,同时辅以定时料位方式和手动料位方式。确保系统运行的稳定性。系统测量3套仓泵输送管道的工作压力,根据工艺的要求对系统中各仓泵阀门、管道阀门进行联锁控制。3套仓泵运行方式相对独立,可实现对每套仓泵的单点控制。
在正常情况下,本系统工作在自动方式下运行(DCS上实现),根据设定的程序自动运行各台仓泵。手动操作方式是在复杂工况或者调试时使用的方式。对仓泵系统中设备的操作是在现场的操作箱上通过主令电器进行的,可具体到对仓泵的每个阀门进行操作而不受其它状态的影响。
6 结束语
基夫赛特炉混合料气力输送控制系统投入运行后效果良好,操作方式灵活多样,适用于各种工况,满足了基夫赛特炉满负荷生产的要求。该气力输送控制系统程序设计合理且配置了DCS控制系统,为系统的稳定运行提供了可靠的技术保障[6]。
猜你喜欢
纺织机械(2023年5期)2023-12-15 09:25:26
包装工程(2022年13期)2022-07-27 02:34:48
商情(2020年17期)2020-11-28 07:52:30
科学导报·学术(2018年13期)2018-10-21 21:39:02
知识经济·中国直销(2017年12期)2018-01-03 08:21:16
凿岩机械气动工具(2017年3期)2017-11-22 07:21:49
现代冶金(2016年6期)2016-02-28 20:53:12
铜业工程(2015年4期)2015-12-29 02:48:39
橡胶工业(2015年7期)2015-08-29 06:33:46
安徽理工大学学报·自然科学版(2015年2期)2015-08-19 10:06:21