船舶改装类型分析及技术要点
2017-04-10 08:09:06
中国设备工程 2017年7期
(武汉交发船舶设计有限公司,湖北 武汉 430000)
船舶改装类型分析及技术要点
廖明霞
(武汉交发船舶设计有限公司,湖北 武汉 430000)
船舶改装类型和技术要点要通过船东的具体要求进行研究。市场的变化对于船舶的质量等都提出全新的要求。安全标准和社会经济不断地发展都使船舶改装面临新的问题,船舶修理和建造是改装的重大工程项目。需要修船企业能够正视船舶改装类型和技术的分析。明确船舶改装主体业务,不断地增强自身的经济效益。本文对船舶改装类型和技术要点进行分析。
船舶;改装类型;技术要点
改装工程的开展是实现旧船舶整体翻新,延长使用寿命的重要方式。船舶改装能够在一定程度上控制成本投入,并且产生的效果最为明显。船舶改装工程的开展要能够加强船体设备整体维护效果和更新频率。这样能够满足船舶航运要求。能够在不同的状态下开展船舶改装类型和技术分析工作。持续的推动航运业整体质量和经济效益的增长。根据船东提出的船舶改装需求不断地强化技术培训活动,对改装类型进行全面的确认。通过对船舶种类的改善确定正确的船体主体尺度,并且在装载区域内进行技术创新,增加或者减少对应的设备。
1 漂浮方案的选择
根据工厂设备、起重能力、分段生产精度控制、码头调度等因素。根据划分能力提升新的船体分段预制。弓在前面,在后面的对接斯特恩,开环切割后,尾段,茎段的浮动,吴宇梁定位延长后的位置,新的段落镶嵌安装在转。新的整体无余量预制体截面。先在船头船头,船尾在倒车对接,后开环切割,船尾段,干段浮到码头,新增分段积分对接,并与固定尾段对接实现浮动定位。二级码头焊接尾段及新段。三坞干段对接、艉和固定段、新段浮动定位、焊接。根据划分能力提升新的船体分段预制。船头在前面,船尾在随之而来的对接,开环切割后,船尾部分后,茎段浮动延长位置0.2~0.5m下降码头位置,新的小分段安装,焊接位置轮流。码头水的茎段浮动,固定船尾段,浮动定位和焊接的新时期。坞内漂浮方案如图1。
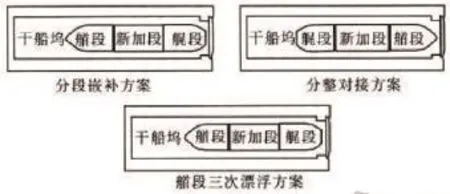
图1 坞内漂浮方案
2 新加分段对接环口型线的控制措施
为了获得最大的经济效益,在提高业主提供分段结构图,并要求船舶进厂端预制前,最后一个航运期间的最后一个工厂端的船。这样可以缩短修改周期,最大限度地延长发货日期。然而,给我们带来的问题是:在生产部门的前面,是不能够将价值映射方法线性类型。如何保证浮动分段无余量对接?我们采取了以下措施以确保最终的分割吴宇梁浮坞。不与原船环对接截面按照业主提供的类型的图表类型值分割处理。与原来的船环对接环1.5~2m范围(另一端是按值类型加工),舭部每组件装配类型和值大面积并与壳板点焊连接。横舭支架每节总成,舭板沿外侧临时不装配。点焊连接和未组装钢构件的工作量控制在3~5天内进入工厂(考虑拆除电缆、管道及相关切割所需的准备时间)。船舶进入工厂后,立即着手安排相关技术人员测绘接口值的测试结果。记住不能用常规的钢卷尺或卷尺测量,应用电子测距仪,保证测量值的准确性。固定环对接按实际船型值分段,并装配其余的水平构件,舭板。仅按常规工艺,纵向组件为150~200mm口对接环不焊,全部焊完。原船环和新环切割前和焊接对接段应加强局部,确保无变化型环口值,加强仅限于无侧壁侧(一般切割环开口在侧壁位置)。加长船环口加强方案示意图如图2。
3 坞墩布置、计算及钢墩的使用

图2
对接块排列和量的压力为计算确保精度浮动分段对接是非常重要的,大部分的造船厂的干船坞只有固定边墩墩,活动,没有能实现液压钢墩波动的控制功能。浮墩几个子主题后,对接段的垂直位置是固定的,通过对接块的垂直精度。不同船型空重分布差异很大,不同于对接块布置的要求,应根据船舶实际工作情况制定合理科学的布墩方案。首次扩展船舶对接浮船坞,由于缺乏估算对接块进气压力,造成对接垂直误差超过预期,对对接精度有一定影响。船舶首次对接,切割环无压入前开入量计算,按常规平面超平对接块即可。切割环口前,固定艉段必须适合临时支撑钢墩底部位置,防止割环后口、艉段由于结构应力释放发生进一步倾斜。底部浮坞块对接块布置。浮节底部的对接块布局至关重要,可用钢墩消除进水口对木块的对接精度。沿一个新段或浮杆长度方向布置三钢墩,位于两端中心和开环位置。钢码头平面固定在平行的船尾基线。木块数通过压入,计算并确定压入量为3mm。木墩顶面高度严格控制比钢墩高2mm(按新断面质量实际压入量)。当几个子主题浮码头,木墩要求,逐步推。当木块平面与钢墩平面一致时,船墩完成。控制压入量的目的是使木墩承受每块块的最大质量,防止钢墩局部应力引起船体结构局部变形。计算假定反力为一个集中荷载,由一个靠船构件承担。悬臂板根部a—a断面内力为:主导可变作用―撞击力的分项系数γQ1=1.5,则护舷最大反力为R max=516×1.5=774(kN),弯矩M a―a=-774×1.825=1412.55(kNm);剪力Q a―a=-774(kN)。
4 嵌补式方案艏段定位精度
选择分段镶嵌式方案,控制茎段的定位精度是保证船体建造精度,首先要做的,只是使定位精度确定茎段,散装的小片段的一个新的分割,可以得到一个合理的措施来保证安装精度、可控,从而保证整个船体结构的准确性。在第二次船舶改装方面,进一步改进了“干段定位精度控制系统”,使定位误差控制在2~3mm,完全达到造船标准。基本措施如下。建立动态检测系统。通过设置以下测试设备,建立动态测试系统,阀杆在浮动期间,水平位移,垂直位移和偏移距离可以随时读取,在船舶上通过调整系统调整船舶的位置。激光测点建立的固定周期。在每一套激光经纬仪的固定位端口和右舷船尾段浮动的干段,并设置在船首浮动观测点。激光线高度应大于浮动在船头甲板5米是可取的。茎段设置2测试标志卡。以激光线为中心,沿纵向两个可插拔的测试板设置在弓形部分,激光线的位置图坐标为。2测试卡的位置沿纵向距离尽可能远离。固定船尾段设置激光测距仪。左舷船尾设置激光测距仪适用于固定位置。建立位移控制系统。通过水平和垂直调节装置,横向位移可实现毫米级精密微调,纵向位移可控制在10mm以内。船舶施工和空间允许开环位置20mm的误差,因此,只要横向位移精度,确保施工精度可以提高。水平微调。艏段由基本牵引牵引绳到位后,横向距离通过调整电缆调整,横向调整电缆端固定在码头,另一端连接船体。电缆角方向应向前。码头电缆紧端连接凸起,调整船舶水平距离。纵向位置微调。为了保证桥墩的精度,弓段适当设置临时眼板,并与钢丝绳连接。左、右舷艉段吊眼板由10t手动提升机阀杆分段后的大型船坞绞车基本定位,若锚固点误差大于要求值后。可通过手动启闭机跟踪尾船纵向误差调整。特别注意,艉眼板与钢丝绳连接的手动提升机必须坚固,防止损失。
5 结语
船舶改装类型和技术分析要把握船东和修船企业的发展。根据船东提出的船舶改装需求不断地强化技术培训活动,对改装类型进行全面的确认。通过对船舶种类的改善确定正确的船体主体尺度,并且在装载区域内进行技术创新,增加或者减少对应的设备。对于船舶改装类型和技术的研究能够在船体整体构件上利用冲撞力缓冲船舶承受的力。在预制场所异常状态下对设计进行修改。大胆的创新施工技术,保证船体构件能够顺利的吊运施工,在船体构件上会通过施工工艺的特点在类型的选择上不断地实现突破。
[1]林华.船舶改装类型分析及技术要点[J].中国修船, 2015(2):15-17.
[2]戴卫国, 李海涛, 颜恒平,等.基于支持向量机改进算法的船舶类型识别研究[J].声学技术, 2015(3):203-208.
U672.6
A
1671-0711(2017)04(上)-0157-02
猜你喜欢
中国果业信息(2023年12期)2024-01-09 06:59:14
船舶标准化工程师(2023年2期)2023-09-30 22:51:45
花火·慧阅读(2022年6期)2022-05-19 12:33:31
兵器装备工程学报(2021年9期)2021-10-15 01:33:14
湖北农业科学(2021年13期)2021-08-04 03:56:54
World Journal of Clinical Cases(2020年9期)2020-05-13 07:34:08
种子(2019年4期)2019-05-28 02:04:10
制造技术与机床(2018年11期)2018-11-23 01:08:04
东坡赤壁诗词(2018年3期)2018-07-16 11:39:44
中国船检(2018年3期)2018-03-29 06:38:41