
双胶圈牵伸系统的压力分布函数
2016-11-11 10:57:14苏玉恒
山东纺织科技 2016年5期
苏玉恒
(1.河南工程学院,河南 郑州 450007;2.纺织新产品开发河南省工程实验室,河南 郑州 450007)
双胶圈牵伸系统的压力分布函数
苏玉恒1,2
(1.河南工程学院,河南 郑州 450007;2.纺织新产品开发河南省工程实验室,河南 郑州 450007)
文章运用弹性力学和接触力学的分析方法,着重对环锭细纱机牵伸系统双胶圈部分的压力分布进行了研究,建立了整个牵伸系统的压力分布函数,与实测分布函数曲线对比发现两者具有较高的一致性。该函数的构建将对牵伸理论的研究、牵伸工艺的优化及牵伸装置的改进具有一定的指导意义。
牵伸;压力分布;胶圈;弹性力学
1 前言
在现代纺纱技术中,牵伸占有着重要的位置,是并条、粗纱、细纱工序中最基本的步骤。牵伸过程的实质是将须条抽长拉细。为了提高罗拉牵伸性能和牵伸质量,桂亚夫、桂再夫[1]借助计算机,运用弹性理论计算了不同硬度胶辊对须条的压力分布,用具体数据证明软胶辊对纤维控制较合理;王介生等[2]运用相同的弹性理论对细纱胶辊与罗拉接触应力进行了计算并推导出在无须条情况下胶辊与罗拉加压时的压力分布函数;唐文辉、倪世敏等[3~4]对胶辊硬度与加压关系进行了探讨,推荐不同硬度胶辊的适纺纱号,侧重于应用工艺;束永平、矫海静等[5~6]用UG对细纱机的牵伸系统进行三维建模,在ABAQUS中对其有限元模型进行仿真分析,得到不同上销、上销弹簧、加压弹簧、下销等结构参数下皮圈间的正压力分布;K. Fujino等[7~8]通过研究浮游纤维的压力分布,得出近似线性的压力分布图。
2 双胶圈牵伸系统的压力分布函数
以FA502型环锭细纱机中三罗拉长短胶圈牵伸为例,牵伸区内须条牵伸系统见图1:须条经集合器喂入,依次经后罗拉,中罗拉到前罗拉。在牵伸的过程中,须条由粗逐渐牵伸变细,速度由小变大,后罗拉速度最小,中罗拉次之,前罗拉速度最大。牵伸区按不同阶段受力分析,在纵向上可将其分为四部分:胶辊与罗拉之间接触部分压力分布(包括中罗拉钳口);下销中部胶圈接触压力分布;下销前部胶圈钳口压力分布;无牵伸元件接触部分的压力为纤维抱合力。
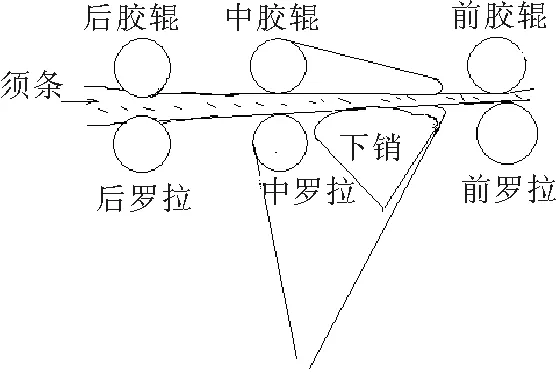
图1 细纱机牵伸区
2.1胶辊与罗拉间接触部分压力分布
胶辊工作时与罗拉、须条的接触情况如图2所示。此部分压力分布可分为三段:①胶辊只与罗拉接触,不与须条接触;②胶辊与罗拉二者共同握持着须条,但胶辊与罗拉没有直接相接触,仅与须条接触;③胶辊只与罗拉接触,不与须条接触。

图2 胶辊与罗拉、须条接触图
桂亚夫、桂再夫[1]根据弹性理论和赫兹公式详细分析了胶辊各阶段与罗拉、须条的压力分布,得出其压力分布成椭球形的结论,并给出了②,也就是须条所在位置的压力分布函数如式(1)所示。
(1)
式中a0、b0、c0分别为与罗拉、胶辊、须条几何尺寸和弹性有关的系数。在这些参数确定的情况下,均为常数。
2.2胶圈部分的压力分布
胶圈牵伸部分的上下胶圈工作边均为带传动的松边,因此受胶圈驱动的影响较大,在压力分布中可以忽略;上下胶圈间的压力来源主要有两个,如图3所示:在无须条情况下,受钳口隔距块的限制作用,胶圈间的压力主要来自上胶圈张紧时由于上销中部上凸使胶圈中部弯曲形成曲面而产生的压力,称为胶圈的初始压力;在有须条情况下,由于须条厚度作用使上胶圈弹簧上销上抬产生的弹簧压力,称为胶圈的工作压力。
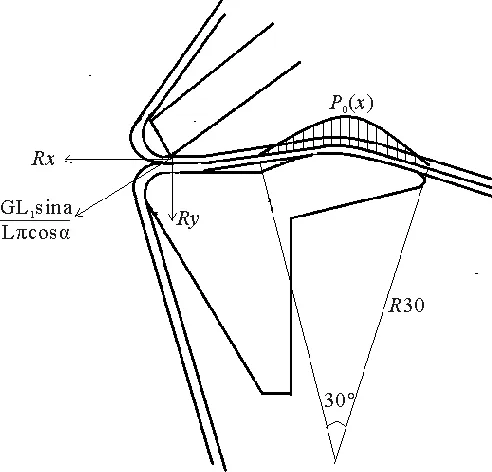
图3 上下胶圈中前部结构及受力示意图
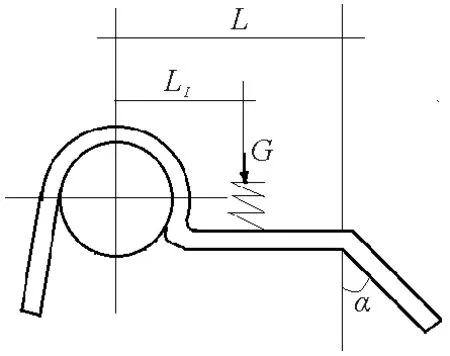
图4 上胶圈销(支持器)
2.2.1胶圈初始压力
胶圈在初始情况下,由于胶圈钳口隔距块的厚度一般大于上下胶圈的厚度之和,所以胶圈钳口的初始弹簧压力并不会直接作用在胶圈上,此时胶圈内的压力来自上胶圈张力在胶圈曲面上产生的压力。因此假设:上胶圈采用“S”形铁板销,初始弹簧加压的作用力均作用于铁板销的前端,如图4所示;胶圈中部的曲率形态由固定下销的几何形态决定,下销最高突出部分为曲率半径为30 mm的圆弧,再加上下胶圈厚度1 mm,因此整个胶圈部分可看作是一个曲率半径为31 mm的圆弧和前部的直线部分组成。
根据以上假设,胶圈部分的初始压力为上胶圈张紧力在胶圈中部圆弧切线上所产生的压力,压力分布形态为椭圆形,分布函数如式(4)所示,而其余上下胶圈平行部分压力为零,两部分界限可计算,如式(2)所示。
ε+7≤x≥ε+23.5
(2)
式中:P0表示胶圈中部的初始压力(N)。
G表示上销加压弹簧施加的初始压力(N)。
L1表示上销加压弹簧加压位置距上铁辊中心的距离(mm)。
L表示上销折弯处距上铁辊中心的距离(mm)。
α表示上销折弯部与上销平面部垂线的夹角,OH型铁板销α=15°。
θ表示胶圈中部突起部的弧度,阶梯形固定下销θ=30°。
a表示上下胶圈在突起部弧线上接触长度的一半(mm)。
w表示胶圈宽度(mm)。
2.2.2胶圈工作压力
当胶圈内有须条存在时,由于须条厚度作用,使上销上抬,上销弹簧作用力作用于须条上,产生压力。该压力可分为两部分,一部分为胶圈钳口处,可简化为上罗拉下胶辊的结构近似,上罗拉曲率为胶圈在前钳口处的弯曲半径,那么此处压力分布也可用椭球形分布,其最大压力位置在钳口处,钳口位置与钳口隔距设置有关;一部分为胶圈中部,由于上销加压为单臂加压,上销以中上罗拉中心为轴心摆动,因此产生的负载不是集中载荷,为计算方便,假设所施加载荷为自钳口向中罗拉中心的线性分布载荷,如图5所示,钳口处最大,中罗拉中心处为零。那么钳口处的压力分布为:
(3)
中部压力分布由两部分组成,一部分为下销
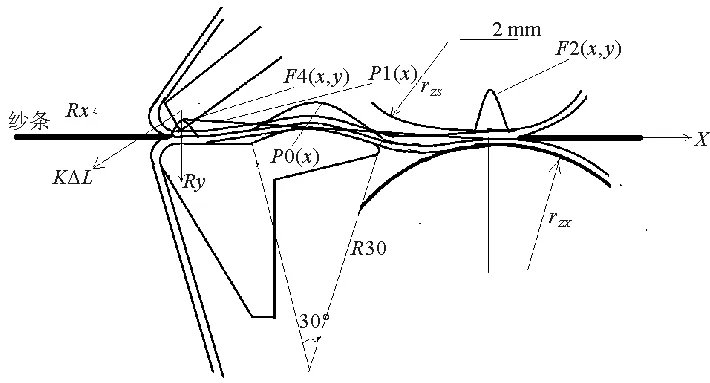
图5 胶圈整体部分受力分析
前端, 是由胶圈弯曲产生的弹力,其大小由胶圈弹性、弯曲变形量(挠度)和胶圈厚度决定,其分布形态为自受压点至中部突起起点处的线性分布,用P1(x)表示;第二部分为中部突起弧部,是由胶圈弯曲产生的应力,其分布与初始压力分布相同,大小由工作状态的胶圈张力决定,用P2(x)表示。
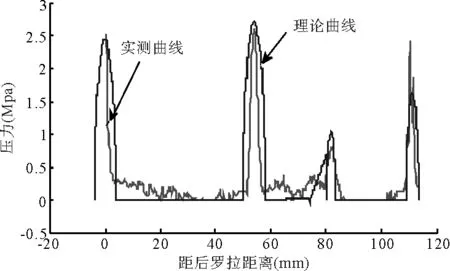
ε+δ (4) ε+8 (5) 式中:v表示胶圈受压的变形量(mm)。 E表示胶圈的弹性模量(Mpa)。 I表示胶圈惯性矩。 lq下销前部胶圈长度(mm)。 δ胶圈前端距钳口距离(mm)。 af须条宽度(mm)。 k0上销加压弹簧弹性系数。 φ上销弹簧的压缩量(mm)。 2.3牵伸区压力分布 以前罗拉中心为原点建立直角坐标系,如图6所示,以横向压力的均值为纵向压力值,便可得到整个双胶圈牵伸区的压力分布函数,显然这是一个分段函数,如式(6)~式(12)所示。 图6 双胶圈牵伸系统压力分布示意 (6) (7) (8) ε+8+δ (9) (10) (11) (12) 式中: F1(x)、F2(x)、F3(x)、F4(x)、F5(x)分别为前、中、后罗拉、胶圈钳口处压力分布及其它区域压力分布。 ai、bi、ci的含意同式(1)。 ati表示须条受压处的宽度的一半(mm)。 rqx、rzx、rhx表示前、中、后下罗拉直径(mm)。 rqs、rzs、rhs表示前、中、后上罗拉直径(mm)。 L1、L2、L3表示前中后下罗拉中心在X轴距原点的距离(mm)。 Δ表示上罗拉前移或后移量,前移为正,后移为负(mm)。 ε表示前牵伸区浮游区长度,下销前端至前下罗拉中心的距离(mm)。 给定相关参数的条件下,绘制压力分布曲线并与实测曲线对比,如图7所示。 图7 理论与实测压力分布曲线对比 本文主要对环锭细纱机双胶圈牵伸系统中较复杂的胶圈部分进行了分析,在运用弹性力学和接触力学基本原理的基础上,对胶圈部分进行了分段处理,并在基本符合实际的情况下进行了必要的简化和假设,获得了胶圈部分的压力分布函数。在结合相关文献研究成果的基础上,给出了该牵伸系统完整的压力分布函数,与实测的纵向分布曲线对比发现,具有较高的一致性。该函数包含须条存在的影响,在系统和所加工对象确定的情况下无未知参数,因此该函数对牵伸理论的研究、牵伸工艺的优化及牵伸装置的改进具有一定的指导意义。由于牵伸系统是由粘弹性物质组成,加工对象也是柔性物质,具有较大变动性和不确定性,所以本函数与实测值之间仍存在一定的差异,且为静态特征,动态特征仍需进一步研究。 [1]桂亚夫,桂再夫.不同硬度的胶辊对须条的压力分布[J].纺织器材,1989,1(1):1—6. [2]王介生,王茜芳.细纱胶辊的硬度分析和应变计算[J].棉纺织技术,2006,34(12): 705—708. [3]王介生,王茜芳.细纱胶辊与罗拉接触面宽度和接触应力的计算[J].棉纺织技术,2006,34(1): 20—23. [4]唐文辉,倪士敏.高弹性低硬度胶辊应用技术探讨[J].棉纺织技术,2004,32(12):5—11. [5]束永平,矫海静.细纱机双皮圈牵伸区静态正压力的有限元仿真分析[J].东华大学学报,2011,37(5):633—638. [6]束永平,矫海静.细纱机双皮圈牵伸装置的静态正压力分析[J].纺织学报,2011,32(4):18—26. [7]K. Fujino,Y. Shimotsuma,T. Fujii. 8-A Study of Apron-Drafting[J]. Journal of the Textile Institute,1977,68(2):50—59. [8]Taylor R. A.,Graham J. S.. The Influence of Front-roll Coverings on the Spinning Strength of Cotton[J]. Textile Research Journal,1979, 49(12):717—723. Pressure Distribution Function of Drafting System with Double Apron SuYuheng1,2 (1.Henan University of Engineering, Zhengzhou 450007, China;2.Henan Engineering Labaratory of New Textiles Development,Zhengzhou 450007,China) In this paper, the methods of elastic mechanics and contact mechanics were used to analyze and research pressure distribution of the double apron of drafting system on the ring spinning frame, and the pressure distribution function of the whole drafting system was built. By comparing the curve of measured distribution function, they had a high consistence. The function provided for the researches of drawing theory, the optimizations of drafting process and the improvements of drafting devices. drafting; pressure distribution; apron; elastic mechanics 2016-08-30 苏玉恒(1971—),男,河南郑州人,教授。 TS101.1 A 1009-3028(2016)05-0001-04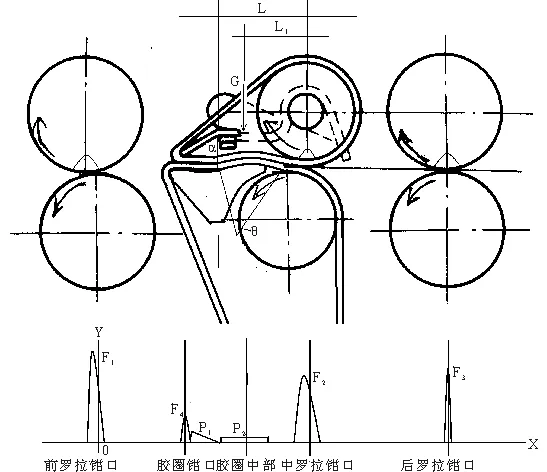

3 结论
猜你喜欢
建材世界(2022年6期)2022-12-10 11:53:56棉纺织技术(2022年10期)2022-11-21 03:41:58一重技术(2021年5期)2022-01-18 05:41:56棉纺织技术(2021年6期)2021-06-15 03:13:14重型机械(2020年4期)2020-06-29 03:02:58现代冶金(2018年1期)2018-04-08 06:08:12纺织器材(2017年6期)2017-12-14 06:38:02大型铸锻件(2015年4期)2016-01-12 06:35:10航空制造技术(2015年15期)2015-05-31 00:31:52现代纺织技术(2015年6期)2015-02-28 14:03:18
