浅析驱动滚筒改进和加工工艺方案
2016-09-06 09:35:40杨少秀陕西建设机械股份有限公司西安710000
山东工业技术 2016年10期
杨少秀(陕西建设机械股份有限公司,西安 710000)
浅析驱动滚筒改进和加工工艺方案
杨少秀
(陕西建设机械股份有限公司,西安710000)
驱动滚筒类零件是工程机械以及煤矿机械的重要组成部分,而驱动滚筒质量的好坏,在很大程度上决定了机械产品的性能和施工进度,在滚筒制造加工阶段,做好驱动滚筒制造,对整机的运作起着决定性作用,本文就常见的驱动滚筒从设计到工艺做了详细的改进方案。
工程机械;滚筒;同轴度;冷包胶
0 引言
我公司主要生产路面养护等机械产品,在路面养护机械产品中经常用到滚筒类零件,例如在铣刨机、沥青洒铺机等都会用到驱动滚筒。
1 设计初始方案
我公司在开始设计的驱动滚筒大致如图1。

图1 初始方案设计图纸
根据本零件特点和施工概况,此类零件要求同轴度要求0.06,件1和件4内孔和外圆等粗糙度要求Ra=1.6,考虑我公司生产条件,初始加工工艺方案如下:
各零件粗加工→拼焊→退火→半精车→精车→插键槽→包橡胶层(热包)
按照以上方案加工时,由于件1粗糙度要求高以及内孔键槽精度要求高,在加工时成本很大,特别在插键槽时,工装复杂,操作麻烦,精度也存在超差。
经过施工实际检验,驱动滚筒在工作过程中存在摆动现象,驱动端马达摇摆较大,经常经出现短轴现象,造成工地停工,零件返厂回修。
经过检验,驱动滚筒的同轴度和键槽对称度均存在超差现象。
分析:由于包胶层是热胶法,滚筒壁厚太薄,造成零件加工完毕后经过热胶处理后,零件变形导致同轴度和垂直度超差,键槽本身加工难度大,加之零件经过热胶后变形,所以键槽精度亦超差。
经过工艺人员和设计人员沟通,将滚筒设计方案更改,同时工艺方案也做了大量改进:
2 优化后的设计方案
(1)将滚筒改为分体式,将驱动端和筒体以及支撑端分离,减小零件加工难度,利用公差配合来保证其精度。
(2)将外胶层更改为冷包胶,消除热包胶引起的变形。具体更改方案见图2。
经过设计改进后,滚筒工艺如下:
零件精加工→装配→冷包胶
件1加工工艺如下:

图2 优化后设计图纸
锻造毛坯→粗车毛坯→热处理(调质)→半精车→磨内孔→磨外圆→插键槽→钳(钻孔)→检验注意在此件加工过程中,要注意件1右端面根部清根,同时为保证加工精度制作锥度芯轴来磨削外圆保证内孔外圆同轴。
件2加工工艺如下:
镗两端面(孔口倒角)→利用倒角顶住车削外圆→中心架架外圆车削内孔→焊(两端腹板)→热(退火去除焊接应力)→车外圆→车内孔
注意:在最后加工内孔时,需要在件2内壁车止口深8mm,目的在后面检测时用此止口作为基准。如图3。
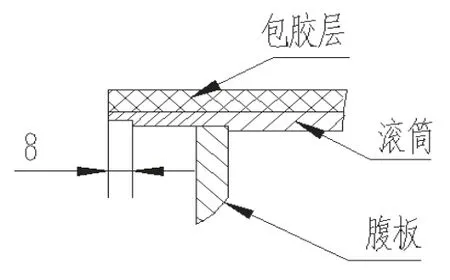
图3
件4加工工艺如下:
锻造毛坯→粗车毛坯→热处理(调质)→半精车→精车→钳(钻孔)→检验
等以上零件全部加工完毕后进行组装,然后采用冷包胶法对滚筒表面进行包胶,冷包胶工艺简单,对环境要求低,适应于各个车间,必要时候可在工地实行。该加工过程经过工艺和设计改进,加工完毕后的滚筒经过检测合格,在工地施工状况良好,并且本滚筒工艺包胶采用冷包胶方法,设备维修方便,大大节约后期服务成本。
3 结语
驱动滚筒广泛应用于路面机械、港口机械、煤矿机械等,其特点是薄壁回转体,加工要素多,精度要求高特别是同轴度和端面垂直度,但是只要在生产过程中严格按照工艺执行加工,总结经验,合理优化,就能保证零件质量合格满足各个工况,从而保证机械整机正常运行,大大节约成本提高生产效率。
10.16640/j.cnki.37-1222/t.2016.10.041
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:06
上海涂料(2021年5期)2022-01-15 06:09:26
装备制造技术(2021年1期)2021-05-21 07:55:16
名城绘(2019年3期)2019-10-21 10:21:57
精密制造与自动化(2018年1期)2018-04-12 07:42:46
制造技术与机床(2017年6期)2018-01-19 02:41:06
制造技术与机床(2017年8期)2017-11-27 02:10:00
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
表面工程与再制造(2016年5期)2016-12-15 11:42:26
机械工程师(2014年8期)2014-12-02 01:39:02