
新型混炼组件加工聚合物混合性能模拟对比*
2016-07-22 03:14:00杜遥雪石绍伟杜思莹张贤宝殷小春
工程塑料应用 2016年4期
杜遥雪,石绍伟,杜思莹,张贤宝,殷小春
(1.五邑大学机电工程学院,广东江门 529020; 2.震德塑料机械有限公司,广东佛山 528300;3.华南理工大学聚合物新型成型装备国家工程研究中心,广州 510640)
新型混炼组件加工聚合物混合性能模拟对比*
杜遥雪1,石绍伟1,杜思莹1,张贤宝2,殷小春3
(1.五邑大学机电工程学院,广东江门 529020; 2.震德塑料机械有限公司,广东佛山 528300;3.华南理工大学聚合物新型成型装备国家工程研究中心,广州 510640)
摘要:以聚碳酸酯(PC)为模拟材料,分别采用复合组件和屏障组件,应用聚合物流体动力学软件Polyflow,对这两种新型混炼组件加工聚合物的混合性能进行模拟与对比分析。结果表明,复合组件和屏障组件的流场都以拉伸作用为主,复合组件内流场的最大拉伸强度要高于屏障组件;复合组件流场中粒子受到的最大剪切速率相对比较小,最大剪切速率主要集中在小于400 s-1的区域,在最大剪切速率大于400 s-1的区域,屏障组件内流场受到的剪切作用强度要略高于复合组件;复合组件和屏障组件的分布混合性能相差不大,屏障组件对物料的拉伸作用要强于复合组件,分散混合效果更好,复合组件对物料的混合效率要好于屏障组件。
关键词:新型混炼单元;混合性能;混合指数;剪切速率;混合效率
联系人:杜遥雪,教授,主要从事聚合物成型加工CAD/CAE研究
螺杆的性能对注塑机生产的注塑件质量有着重要影响。普通螺杆注塑机一般都是采用变根径的三段式螺杆,由一条变节距或不变节距的螺纹组成,能够生产质量要求不高的注塑件,但对于要求较高的注塑件,或者对产品性能有特殊要求的注塑件,例如与LED照明灯具相关的对透光性要求较高的配光器件、对传热性要求较高的散热器件等,普通螺杆很难加工出高质量的有较高要求的产品,这主要是普通螺杆对于物料的混炼塑化能力具有局限性[1–4]。为改善这种状况,国内外许多学者纷纷开展了大量研究工作。瞿金平院士和殷小春教授[5–6]发明了基于拉伸流变的高分子材料塑化输运方法,通过屏障单元和叶片单元实现聚合物加工过程的正位移输送,在流道内以拉伸形变机理使聚合物熔体塑化熔融。徐百平教授[7]将混沌动力学的概念引入聚合物塑化混合加工过程中,对流场内的混沌状态进行深入研究,在普通单螺杆基础上设计出多副螺棱结构的混沌单元,具有塑化混合效率高、能耗低、体积小等优点。蒋志坚等[8]发明了一种注塑机及其塑化组件,该塑化组件的螺杆顶端设有一复合式混炼头,由混炼部和分流部构成,可以改善混炼效果,提高注塑品质。
通过众多学者与工程技术人员的不懈努力,使得聚合物加工过程中的塑化混合质量得到提升。然而,针对不同材料尤其是专用器件的加工,不同构型单元的加工性能还需要进一步具体分析,特别是用于LED配光器件的聚碳酸酯(PC)材料,其在注射成型加工过程中的塑化混合效果,直接决定LED配光器件的光学性能和LED产品的质量[9–10]。普通螺杆用来加工LED配光器件时的效果不理想,主要是其对PC材料的塑化混合效果不好。为了改善这一状况,笔者以PC为模拟材料,分别采用两种新型的复合组件和屏障组件,其中复合组件由两种不同构型的混炼元件构成,而屏障组件由两个屏障元件构成,应用聚合物流体动力学软件Polyflow,选取混合指数、剪切速率、分离尺度、拉伸速率、混合效率进行表征,对新型混炼组件加工聚合物的塑化和混合性能进行模拟与对比分析,从而为这些新型混炼组件在LED配光器件材料注射成型加工设备中的应用提供理论指导。
1 物理模型及网格划分
为了对比两种新型混炼组件的塑化和混合性能,取两种组件的外径均为35 mm,总长度为70 mm,每种混炼组件均由两个结构组成,每个结构长度为32.5 mm,两个结构中间有一光滑的环形槽,长度为5 mm。根据实际生产状况,两种新型混炼组件均采用空心结构,其内径均为27 mm。两种新型混炼组件的流道大小与结构相同,均为环形柱体,内径为31 mm,外径为35.5 mm,长度为70 mm。利用Polyflow网格叠加技术划分网格,如图1所示,两种新型混炼组件采用四面体网格,流道采用六面体网格,为使模拟结构更加接近实际生产效果,沿着流道外层边界设置3层边界层。
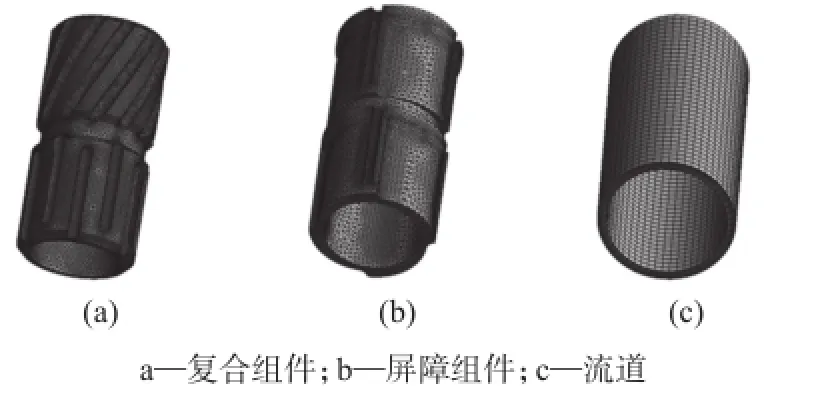
图1 网格模型
2 数学模型
模拟计算时采用Bird-Carreau本构模型,表征聚合物熔体黏度的方程为:

式中:η∞为无穷大剪切速率黏度,Pa·s;η0为零剪切黏度,Pa·s;λ为松弛时间,s;n为非牛顿指数,为剪切速率,s-1。模拟选用PC材料,取
采用软件Polyflow模拟时,设置新型混炼组件转速为60 r/min,入口处体积流率为3×10-6m3/ s,出口处压力为5 MPa。为模拟计算方便,作出如下假设:(1)聚合物熔体为在流道内完全充满的等温不可压缩非牛顿流体;(2)重力及惯性力的影响忽略不计;(3)新型混炼组件与机筒壁面之间没有漏流现象;(4)聚合物熔体在边界处不会发生滑移现象。
3 计算结果与分析
3.1混合指数
物料的混合主要为分散混合和分布混合两种形式,其中分散混合主要受拉伸作用和剪切作用的影响,而研究已经表明拉伸作用比剪切作用更有利用于提高分散混合效果。为了便于比较混合容器内拉伸作用和剪切作用对物料的分散混合作用状况,引入了混合指数。从新型混炼组件的入口开始,每隔5 mm做一个切片,直至出口处截止,入口至出口之间共有13个切片。然后分别作出两种新型混炼组件内聚合物熔体在一系列切片上的混合指数分布云图,如图2所示。
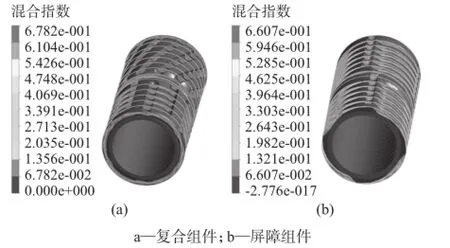
图2 混合指数分布
由图2可以看出,两种新型混炼组件内聚合物熔体的混合指数均以大于0.5的区域为主,其中复合组件内聚合物熔体的最大混合指数为0.678 2,大于屏障组件内聚合物熔体的最大混合指数,屏障组件内聚合物熔体的最大混合指数为0.660 7。此外,复合组件内聚合物熔体的混合指数分布不均,在接近入口结构内的混合指数要明显高于接近出口的,而屏障组件内的混合指数分布比较均匀。因此,两种新型混炼组件内的流场都以拉伸作用为主,而复合组件内流场的最大拉伸强度要高于屏障组件内流场的。复合组件内流场的拉伸作用强度分布不均,从入口方向看,入口内的拉伸作用强度高于出口内的,而屏障组件内流场的拉伸作用强度分布较均匀。
3.2最大剪切速率
最大剪切速率主要影响流场内的剪切作用,从而影响物料的混合效果。剪切作用主要影响物料的分散混合,所以最大剪切速率影响的也是物料的分散混合。一般来说,流场中粒子受到的最大剪切速率越大,物料的分散混合效果越好。图3为两种新型混炼组件流场中粒子的累积最大剪切速率曲线。由图3可以看出,复合组件对应的曲线相对于屏障组件对应的曲线略偏左,这说明复合组件流场中粒子受到的最大剪切速率相对比较小。图4为最大剪切速率概率密度曲线。由图4也可以看出,复合组件流场中粒子受到的最大剪切速率主要集中在小于400 s-1的区域,而屏障组件流场中粒子受到的最大剪切速率分布范围比较宽且相对分散,在最大剪切速率大于400 s-1的区域,屏障组件对应的曲线始终在复合组件对应曲线的上方,这说明在最大剪切速率大于400 s-1时,屏障组件流场中粒子数要多于复合组件流场中的粒子数。因此,屏障组件内流场受到的剪切作用强度要略高于复合组件内流场受到的剪切作用强度。

图3 累积最大剪切速率

图4 最大剪切速率概率密度
3.3分离尺度
分离尺度是评价分布混合性能的重要指标之一,用来度量组分未分开部分的大小。分离尺度越小,表明分布混合效果越好。分离尺度减小到粒子的最终尺度的状态,是混合的最佳状态。图5是两种新型混炼组件内流场粒子的分离尺度沿轴向位置变化曲线。由图5可以看出,在开始一段距离内,复合组件对应的曲线下降迅速,接着有一点波动,波动说明有粒子团聚现象,不利于物料的混合,而屏障组件对应的曲线下降趋缓。两条曲线在轴向位置30 mm之后的距离内基本趋于平缓,且两条曲线的波动次数差不多,在轴向位置为70 mm时,两条曲线都下降到最小值,几乎重合。整体上看,两条曲线下降到同一个水平,两种新型混炼组件的分布混合性能相差不大,但是复合组件对应的曲线波动相对较多些,所以复合组件流场中粒子团聚现象比较多。
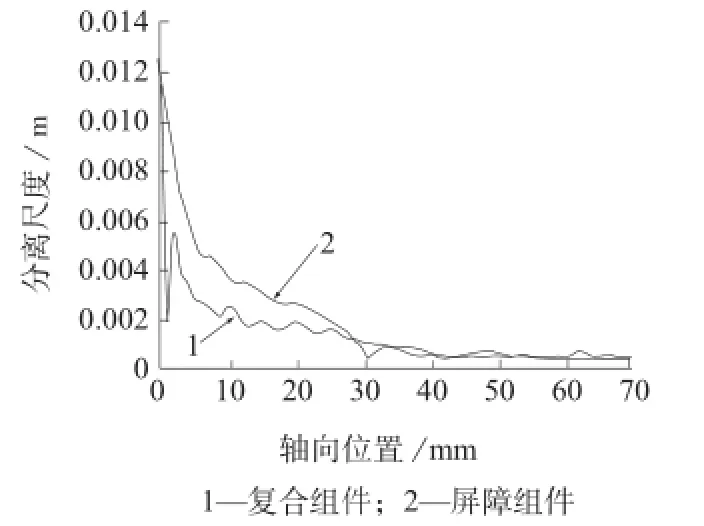
图5 各轴向位置处的分离尺度变化
3.4拉伸速率
拉伸速率主要通过影响新型混炼组件对物料的拉伸作用,从而对物料的混合产生重要影响。由于拉伸作用比剪切作用对物料混合的影响更大,所以拉伸速率是评价混合效果好坏的重要指标之一。图6是在各轴向位置处平均拉伸速率的变化曲线。
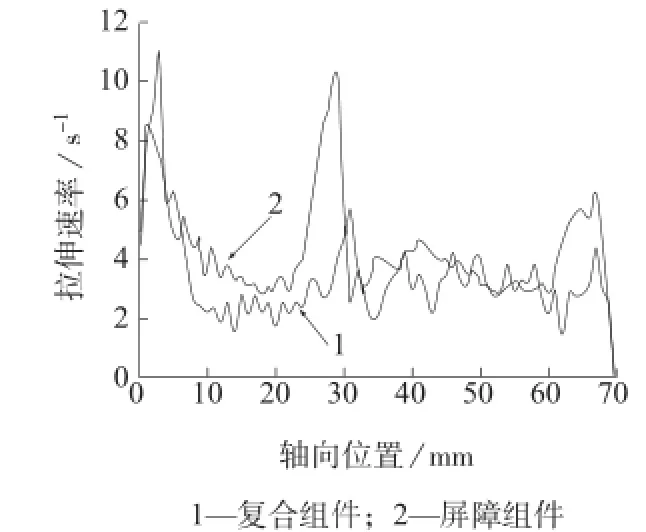
图6 各轴向位置处的拉伸速率变化
由图6可以看出,在0~10 mm的轴向位置开始一段距离内,复合组件对应的拉伸速率曲线高于屏障组件对应的拉伸速率曲线,而在10~70 mm的轴向位置内,复合组件对应的拉伸速率曲线基本都在屏障组件对应的拉伸速率曲线下方,其中在50~60 mm的距离内复合组件对应的拉伸速率曲线略高于屏障组件对应的拉伸速率曲线。因此,复合组件在开始一小段轴向距离内对物料的拉伸作用要强于屏障组件对物料的拉伸作用,这与两种新型混炼组件的混合指数分布云图中,复合组件在物料入口附近的混合指数比屏障组件对应的混合指数略大相吻合。但从整体上看,屏障组件对物料的拉伸作用要强于复合组件对物料的拉伸作用,分散混合效果更好。
3.5混合效率
用混合效率来表征混合过程主要通过面伸展瞬态混合效率和时间平均混合效率来实现,其中时均混合效率是面伸展瞬态混合效率在时间0~t (t是物料流经过流道所需的时间)上的算术平均值。瞬态混合效率的取值范围在–1~1之间,正值表示物料受拉伸作用面积伸展,负值表示受压缩作用面积压缩,等于0时物料既不受拉伸作用也不受压缩作用,混合效果最差。
图7是两种新型混炼组件对物料的瞬态混合效率随时间变化曲线。由图7可以看出,两种新型混炼组件对应的曲线均不在瞬态混合效率为0的附近变化,这说明两者对物料的混合过程都比较好。在0~23 s内复合组件对应的瞬态混合效率曲线始终在屏障组件对应的瞬态混合效率曲线上方,而在23 s之后的一段时间,复合组件对应的曲线下降到屏障组件对应的曲线下方,这说明0~23 s内复合组件内物料的瞬态混合过程要比屏障组件内物料的瞬态混合过程好,23 s之后则相反,但相差不大。
图7 两种新型混炼组件对物料的瞬态混合效率随时间变化曲线
图8是两种新型混炼组件对物料的时均混合效率随轴向位置变化曲线。由图8可以看出,复合组件对应的曲线始终在屏障组件对应的曲线上方,这说明在模拟的一段时间内,复合组件对物料的时均混合效率好于屏障组件的。综合图7和图8可以得出,复合组件对物料的混合效率要好于屏障组件对物料的混合效率,其原因主要是复合组件对应流道内粒子的停留时间长,物料受到的剪切作用和拉伸作用的时间也长,这在物料受到的剪切作用和拉伸作用有差别但不太大时影响非常大。
图8 两种新型混炼组件对物料的时均混合效率随轴向位置变化曲线
4 结论
(1)复合组件和屏障组件的流场都以拉伸作用为主,复合组件内流场的最大拉伸强度要高于屏障组件内流场的最大拉伸强度,复合组件内流场的拉伸作用强度分布不均,而屏障组件内流场的拉伸作用强度分布比较均匀。
(2)复合组件流场中粒子受到的最大剪切速率相对比较小,最大剪切速率主要集中在小于400 s-1的区域,在最大剪切速率大于400 s-1的区域,屏障组件内流场受到的剪切作用强度要略高于复合组件内流场受到的剪切作用强度。
(3)复合组件和屏障组件的分布混合性能相差不大,复合组件流场中粒子的团聚现象比较多,屏障组件对物料的拉伸作用要强于复合组件对物料的拉伸作用,分散混合效果更好,复合组件对物料的混合效率要好于屏障组件对物料的混合效率。
参 考 文 献
[1] 王春雷,朱向哲,赵璐,等.差速双螺杆混炼机非对称流场引发混沌混合特性[J].塑料工业,2015,43(4):27–32.
Wang Chunlei,Zhu Xiangzhe,Zhao Lu,et al. Chaotic mixing mechanisms induced by asymmetric flow fields in differential twinscrew kneaders[J]. China Plastics Industry,2015,43(4):27–32.
[2] 林桦,吴桐,夏平,等.双螺杆挤出机螺纹元件组解聚混合性能的建模及实验表征[J].高分子材料科学与工程,2015,31(5):87–92.
Lin Hua,Wu Tong,Xia Ping,et al. Modeling and experimental validation of deagglomerating capacity of screw elements configuration in twin screw extruder[J]. Polymer Materials Science and Engineering,2015,31(5):87–92.
[3] Connelly R K. Examination of the mixing ability of single and twin screw mixers using 2D finite element method simulation with particle tracking[J]. Journal of Food Engineering,2007,7(9):956–969.
[4] RazaviAghjeh M K,Nazockdast H,Assempour H. Mixing and screw extrusion determination of the residence time distribution in
twin screw extruders via free radical modification of polyethylene[J]. International Polymer Processing,2004,19(4):335–341.
[5] 殷小春,杨智韬,冯彦洪,等.叶片挤出机相邻叶片塑化输运单元间物料匹配方法及装置:中国,201210385143.X[P]. 2015-06-03.
Yin Xiaochun,Yang Zhitao,Feng Yanhong,et al. Polymer matching method and device between adjacent vane plasticizing transportation unit of vane extruder: CN,201210385143.X[P]. 2015-06-03.
[6] 瞿金平,殷小春,邹新良.一种新型的混合分散装置:中国,200920004892.7[P].2009-11-25.
Qu Jinping,Yin Xiaochun,Zou Xinliang. A novel mixing dispersive unit: CN,200920004892.7[P].2009-11-25.
[7] 徐百平.单螺杆混沌挤出触发方法及其装置:中国,200710026246.6[P].2009-12-09.
Xu Baiping. Single screw extrusion method and device triggered by chaos: CN,200710026246.6[P].2009-12-09.
[8] 蒋志坚,张贤宝,周颖楠,等.注塑机及其塑化组件:中国,201320775214.7[P].2014-05-14.
Jiang Zhijian,Zhang Xianbao,Zhou Yingnan,et al. Injection molding machine and its plasticizing subassembly:CN,201320775214.7[P].2014-05-14.
[9] 谢志国,李伟平,李程,等.亮度均匀的LED路灯透镜设计与研究[J].光学与光电技术,2012,10(5):84–88.
Xie Zhiguo,Li Weiping,Li Cheng,et al. LED streetlight lens design and research based on luminance uniform distribution[J]. Optics and Optoelectronic Technology,2012,10(5):84–88.
[10] 杜遥雪,周阳,张贤宝,等. LED透镜注射成型工艺稳健性优化分析[J].工程塑料应用,2015,43(7):52–56.
Du Yaoxue,Zhou Yang,Zhang Xianbao,et al. Steady experimental design of injection molding process for LED lens[J]. Engineering Plastics Application,2015,43(7):52–56.
Comparison of Polymer Mixing Properties Processed by Novel Blending Subassembly
Du Yaoxue1, Shi Shaowei1, Du Siying1, Zhang Xianbao2, Yin Xiaochun3
(1. School of Mechanical and Electrical Engineering, Wuyi University, Jiangmen 529020, China; 2. ChenDe Plastics Machinery Co.Ltd., Foshan 528300,China; 3. National Engineering Research Center of Novel Equipment for Polymer Processing, South China University of Technology, Guangzhou 510640, China)
Abstract:Polymer mixing properties processed by two kinds of novel blending subassembly,namely composite subassemblyand barrier subassembly were simulated and compared through using Polyflow as polymer fluid dynamic software and polycarbonate (PC) as simulating material. The results show that flow field of composite subassembly and barrier subassembly is mainly tensile action,and maximum tensile strength of flow field in composite subassembly is higher than that in barrier subassembly. Maximum shearing rate in flow field of composite subassembly is relatively small and mainly concentrated in the region of smaller than 400 s-1. In the region of larger than 400 s-1,shearing strength of flow field in barrier subassembly is higher slightly than that in composite subassembly. Distribution mixing performance in composite subassembly and barrier subassembly is similar,tensile action and dispersive mixing effect in barrier subassembly are stronger than those in composite subassembly,and mixing efficiency in composite subassembly is better than that in barrier subassembly.
Keywords:novel blending subassembly;mixing properties;mixing index;shearing rate;mixing efficiency
中图分类号:TQ320.66
文献标识码:A
文章编号:1001-3539(2016)04-0074-04
doi:10.3969/j.issn.1001-3539.2016.04.017
收稿日期:2016-01-30
*广东省产学研结合项目(2013B090600066,2013B090600123)
