
基于FMEA和QFD的某专机工艺改进设计*
2016-02-24 01:18:46韩玉婷
组合机床与自动化加工技术 2016年1期
韩玉婷,丛 明,刘 冬
(大连理工大学 机械工程学院,辽宁 大连 116024)
基于FMEA和QFD的某专机工艺改进设计*
韩玉婷,丛明,刘冬
(大连理工大学 机械工程学院,辽宁 大连116024)
摘要:由于组成汽车发动机的零件复杂多样,其装配的工艺过程就尤为重要,所以文章使用数学统计等方法来改进汽车发动机装配线上专机的工艺过程。文中首先对发动机装配线某专机的工艺过程进行FMEA分析,发现工艺缺陷,提出改进设计;然后使用QFD(quality function deployment)和FMEA(Failure modes and effects analysis)的协同设计方法对专机工艺进行了更加符合客户需求的改进设计,计算出改进设计重要度比重。最后经过比较,得出减少人工处理和提高pLC控制等工艺改进可以更符合客户需求。
关键词:FMEA;QFD;专机;工艺改进
0引言
目前发动机装配线具有高自动化、高效率的特点,采用人机结合操作的装配方式,工人和机械手同时在一条生产线上生产,而且工人的经验价值影响也越来越小,更多的是用机器自动操作来保证装配过程的精准可靠。目前的装配线的设计往往都是在接到订单后再进行具体的改进设计,此时设计人员就需要将以前的经验进行汇总与分析以提高装配线性能[1-2]。
J.H.Kim等将一种改进的FMEA(故障模式及影响分析)方法应用于铁轨系统的改进设计并验证其适用性[8],方健将FMEA方法应用于汽车模具的改进设计;何桢等将QFD(质量功能展开)方法在工业设计与制作方面进行了集成与应用,对零部件、过程和生产计划等都进行了OFD方法的扩展应用。FMEA方法是一种逆向设计分析法,QFD是一种正向设计分析法,本文将这两种方法结合并应用到发动机装配线某专机的改进设计当中。应用FMEA和QFD的协同设计方法对某专机的工艺改进设计,以提高发动机装配线上某专机的工艺性能,使之更好地发挥出其在生产线中的作用,提高装配线的可靠性。
1装配线某专机的工艺过程
本文改进设计的主体是某发动机装配线上的专机,某专机的工艺过程如图1所示,一共有7个工艺步骤,按照图1中的工艺流程以M1到M7对具体工艺进行编号,即M1对应“预挡料”工艺,M2对应“挡料读信息”,并以此类推。此专机的具体工艺流程如下:
专机开启,机床对工件进行预挡料动作;然后托盘将工件移动到工作位,机床挡料并同时读取信息;然后用气枪预拧紧后端盖的11颗螺栓;人工将拧紧装置移动至拧紧位置;然后手动调整反力装置2个销的角度至正确位置;将拧紧轴送进和套筒任帽直到到位开关有信号;然后空压制动器自动抱死;启动拧紧按钮,开始拧紧动作;将拧紧装置移出并移动至原位直到原位开关有信号。

图1 专机的工艺路线图
2某专机工艺过程的FMEA分析
FMEA是故障模式及影响分析,它不是故障应对机制,而是提前预防机制,对于装配线来说,只有提前预防故障才能保证装配线的正常运行,专机的工艺过程也需要通过FMEA的分析来进行提高[3]。
本文对图1中的所有工艺步骤进行FMEA分析,总结了所有的潜在发生失效的故障模式及其潜在的原因,并评估了所有故障模式的严重度S(Severity)、频度O(Occurrence)、可探测度D(Detection),计算了风险优先度RpN(risk priority number)[5,7],计算公式如下:
RpN=S×O×D
(1)
其中,S为故障模式的危害严重程度,其值为1到10的整数,1表示没有影响,10表示危害程度最严重,表1中的严重度列为专家打分结果;O(频度)为测试试验中故障模式的发生频数;D(可探测度)为故障失效模式能够被检测出的几率,其值为1到10之间的整数,如果为10表示不能被检测,如果为1表示可以被有效地检测到。
本次的FMEA分析对每一故障失效模式都提出了对应的工艺改进方案,最终得出的计算结果如表1所示。然后根据FMEA表统计出各个工艺改进方案RpN均值并计算各个改进方案相对所占的比重,如表2所示。
表1装配线专机FMEA表
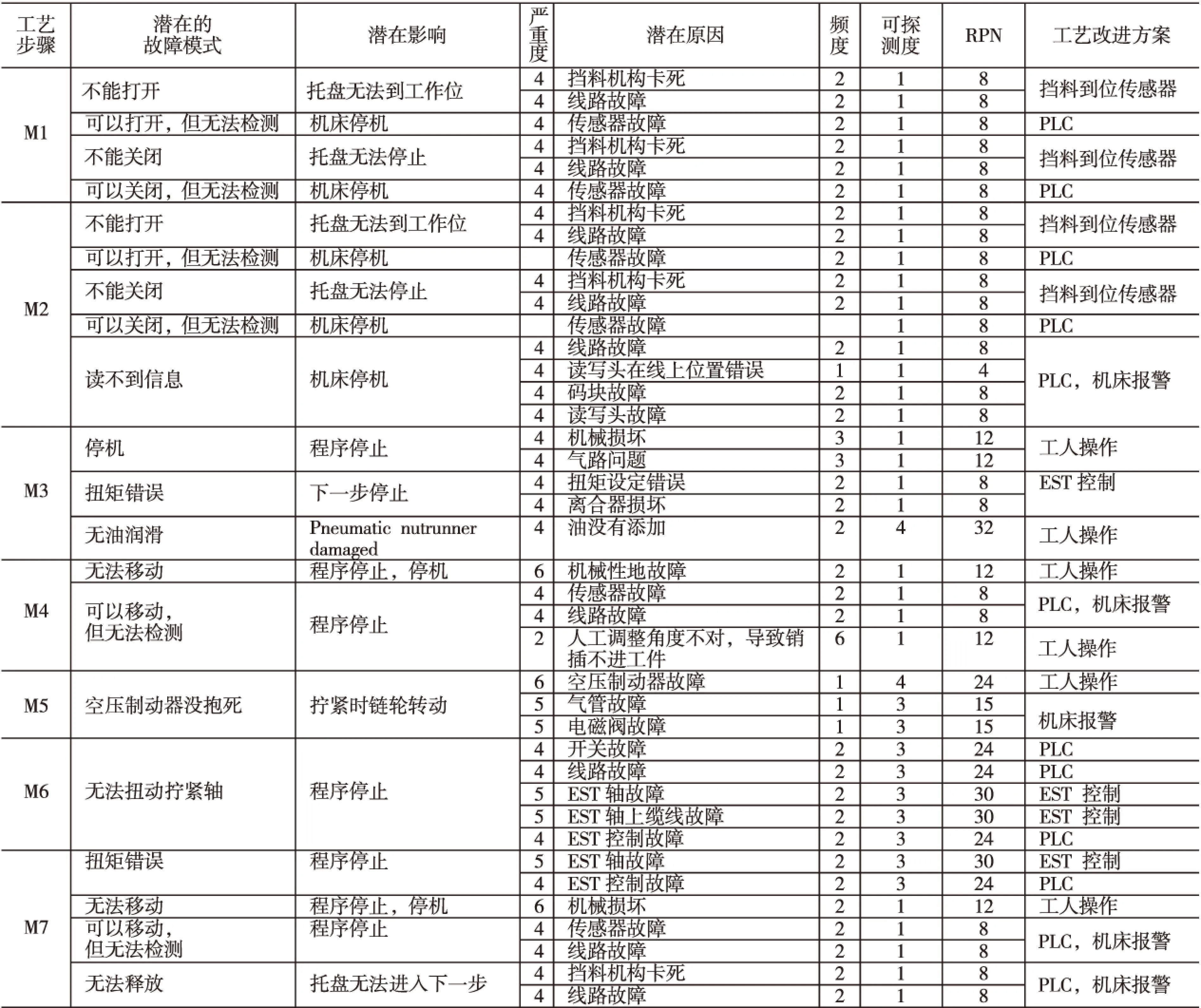
表2 工艺改进方案比重表

工艺改进方案挡料到位传感器pLCpLC机床报警EST控制工人操作RpN均值8168.8321.216.57相对比重11.33%22.66%12.51%30.03%23.47%
3对专机工艺进行Q&F协同改进设计
3.1QFD和FMEA的协同设计模型
质量功能展开(QFD)是将客户需求作为质量屋的首层,把客户端需求转化成设计要求、零部件特性、工艺要求、生产要求等多层次的设计要求[4]。而FMEA的设计是从产品实现自身的角度进行改进设计,与QFD的设计思路正好相反,本文利用这两种方法,进行专机工艺的协同改进设计,也叫做Q&F(QFD&FMEA)协同改进设计,利用QFD的质量屋模型[11]并根据FMEA的分析结果,实现同时从产品功能实现和客户对产品需求两方面进行工艺的改进设计,由此得出专机工艺的改进设计方案。改进设计的模型如图2所示,具体过程如下:
(1)A部分是客户需求。产品设计人员根据客户反馈的需求信息,整理出客户需求指标,输入模型的A部分。
(2)B部分是产品设计要素。将影响产品设计的主要因素由设计人员整理输入模型的B部分。
(3)C部分是需求与设计要素的关联度矩阵。即产品的设计要素与客户需求和产品需求之间的相关关系,关系越密切则数值越大。
(4)D部分为竞争性评价结果。给产品如何在市场上提高竞争力提高依据和方向。
(5)E部分为技术性评价结果。给各个设计要素进行综合评分,即考虑到市场的需求也考虑到产品设计的需求。
(6)F部分为产品需求。指的是在以往经验和现有生产能力上,设计人员总结的目前设计产品的指标。

图2 协同设计模型
3.2QFD和FMEA协同工艺改进设计实例
对某专机工艺进行QFD和FMEA的协同改进设计,首先需要得到客户的需求信息,根据客户的需求和FMEA分析表来进行共同的工艺改进设计。本文着重研究专机的改进工艺的重要程度。具体分析计算过程如下:
(1)确定B(产品设计要素)部分
根据之前表2的FMEA分析结果得出重要的改进工艺主要有:挡料到位传感器,pLC,机床报警,EST控制,人工处理。并把这些改进工艺作为设计协调模型的产品设计要素B。
(2)确定A(客户需求)部分
A(客户需求)部分考虑顾客的意见定下这三种要求:在三包期内不发生故障,扭矩达到要求,扭紧迅速可靠,由于专机的主要作用就是扭紧发动机上的各个螺栓,所以扭矩达到要求是硬性要求,也是最基本的要求,扭矩迅速可靠则是进一步的高层次要求,根据这个,专家对三个要求进行重要度打分,按照10分制来打分,打分结果分别是:8分,10分,9分,列在表3的重要度栏中。
(3)评估C(需求与设计要素之间的关联程度)部分数值
C部分是由设计人员根据客户需求也就是A部分对专机的工艺改进参数也就是B部分进行评分,评分也是1~10之间的整数,10分说明某工艺改进参数对于达到某客户需求是十分必要的,1分说明某工艺改进参数对于达到某客户需求是没有必要的。F行在C部分的值之间采用表2的改进工艺数值结果。D栏的结果根据C栏的平均值乘以重要度即可得出。
(4)计算E(技术性评价)部分
E行的结果由C部分表格的每一列的前三个数值也就是对应于A部分(客户需求)的数值求均值再乘以对应列上F栏的数值即本列的第四个数得出。E行上面的相对重要度由E行的各个结果所占对应的百分比计算得出。最终可以得出协同设计结果如表3所示。

表3 Q&F工艺改进设计表
3.3Q&F协同改进设计结果分析
Q&F协同设计考虑到的不只是产品设计的需求,更加考虑到了客户对产的需求。根据Q&F协同设计结果,与FMEA分析结果(相对重要度)进行比较,如图3,可以发现考虑过客户需求的结果更加考虑产品自身的可靠性,不重视对机床的维护和使用,而设计机床时由于是半自动工位设计,就需要人工的调试与改进。所以改进方案可以更减少对人技能的依赖,更注重pLC的自动化控制,将发生的问题多用pLC控制来解决。
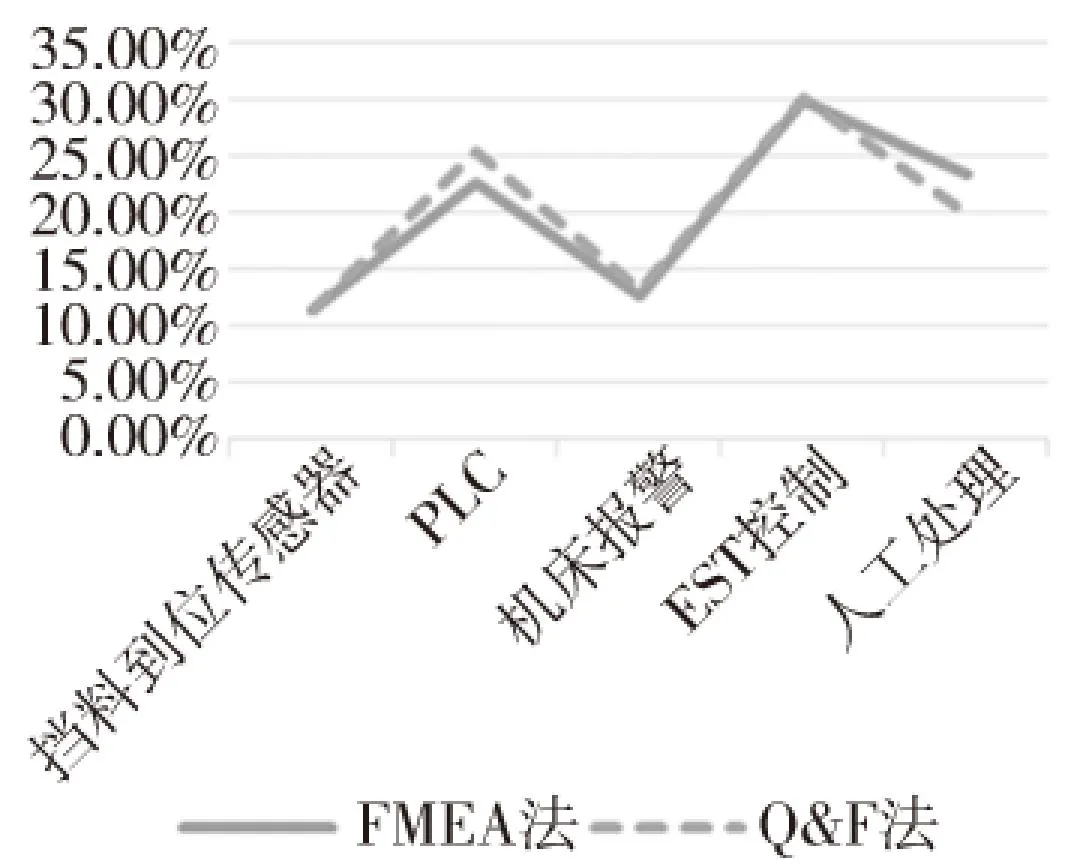
图3 两种方法结果比较
4结束语
以前的机床设计都是设计人员根据以往经验和现有的技术指标来进行设计工作,现在更多考虑的是客户的需要,提高其市场竞争力,不只是完成指标要求。本文通过对专机的工艺过程进行Q&F方法改进,使用数学统计手段比较,可以得出更符合客户需要又同时满足产品设计要求的产品,而且Q&F协同设计方法是对无论是专机还是其他机械产品都可以使用的设计改进方法。
[参考文献]
[1] Mauri F, Garetti M, Gandelli A. A structured approach to process improvement in manufacturing systems [J]. production planning & control, 2010, 21(7): 695-717.
[2] 金学峰.发车发动机装配线优化设计研究[D].北京:北京交通大学,2012.
[3] R Manzini, A Regattieri, H pham, et al. Maintenance for Industrial Systems [M]. berlin, Springer:2010.
[4] 何桢,邹峰,赵燕. 基于QFD质量工具集成的研究与应用[J]. 组合机床与自动化加工技术,2006(1):96-102.
[5] Jaharah A. Ghania, Che Hassan Che Harona, Siti Hartini Hamdan. Failure mode analysis of carbide cutting tools used for machining titanium alloy [J]. Ceramics International, 2013,39:4449-4459.
[6] 李华. 化工产品生产过程中基于FMEA方法的质量改善研究[D].上海:华东理工大学,2013.
[7] J H KIM, H Y JEONG1, J S pARK. Development of the FMECA process and analysis methodology for railroad systems [J]. International Journal of Automotive Technology,2009,10(6):753-759.
[8] Zhaojun Yang, Binbin Xu, Fei Chen. A New Failure Mode and Effects Analysis Model of CNC Machine Tool using Fuzzy Theory[C]. International Conference on Information and Automation. Harbin: proceedings of the 2010 IEEE,2010.
[9] Xiaohong LU, Zhenyuan JIA, Shengnan GAO. Failure Mode Effects and Criticality Analysis (FMECA) of Circular Tool Magazine and ATC [J]. J Fail. Anal. and preven, 2013,13:207-216.
[10] 李文新,潘雄,罗帆.QFD质量屋及模糊回归理论在某军工产品项目开发中的应用[J].兵工自动化, 2011,30(4):14-17.
(编辑李秀敏)
process Improvements for Special Machine Tools Based on FMEA and QFD
HAN Yu-ting,CONG Ming, LIU Dong
(School of Mechanical of Engineering, Dalian University of Technology, Dalian Liaoning 116023, China)
Abstract:As automobile engine is composed with complex and various parts, so its assembly process is particularly important, and in this paper mathematical statistics methods was used to improve the processes of special machine tools of the automobile engine assembly line. Firstly in this paper FMEA method was used for analyzing the process of the machine tools, and process defects was found, and improvement for design was put forward. Then the QFD and FMEA collaborative design was used to improving the process in more demand for customer, and the proportion of each improvement for design was then calculated. Finally after comparison, it was concluded that the reduce artificial processing and improve pLC control can be more in line with customer requirements.
Key words:FMEA; QFD; machine tools; process improvements
中图分类号:TH162;TG65
文献标识码:A
作者简介:韩玉婷(1990—),女,辽宁大连人,大连理工大学硕士研究生,研究方向为可靠性技术,优化设计,(E-mail)hanyt213@163.com。
*基金项目:辽宁省科技创新重大专项(201408001);大连市科技计划项目(2013A11GX012)
收稿日期:2015-03-22;修改日期:2015-04-20
文章编号:1001-2265(2016)01-0108-04
DOI:10.13462/j.cnki.mmtamt.2016.01.030
猜你喜欢
车主之友(2022年6期)2023-01-30 07:59:22
制造技术与机床(2019年6期)2019-06-25 10:18:32
环球时报(2019-05-15)2019-05-15 06:15:59
中国科技博览(2016年16期)2016-09-19 00:34:50
中国科技博览(2016年10期)2016-04-29 09:52:53
中国科技博览(2016年10期)2016-04-29 04:50:02
中国科技博览(2016年6期)2016-04-25 15:46:56
上海医药(2016年3期)2016-03-23 23:36:37
科技视界(2015年26期)2015-09-11 13:22:53
